
Chief of Stamping Workshop, Dongfeng Mould Stamping Technology Co., Ltd. Wei Long
Multi-station stamping technology is a multi-pass stamping process for a part and a forward transfer between them on a single press. Multi-station presses work in continuous mode, replacing the single-operation mode of single-machine connection. In production, the equipment footprint is greatly reduced, the semi-finished products are stored and logistics reduced, and direct operators are reduced, resulting in production efficiency. A substantial increase. At the same time, automated production effectively guarantees the quality of the workpiece and reduces the overall cost.
At present, multi-station stamping technology has become a major part of stamping automation production, and has been widely used in the industry. At the same time, the development of multi-station automated stamping technology has also driven the advancement of surrounding facilities and related edge processes.
The multi-station press production line is mainly divided into four parts according to its functional area, which are the line first split unit, the press main unit, the line numerical control transfer unit, and the line tail output unit. Among them, the line first demolition unit and the inter-line numerical control transmission unit are important functional units for conveying sheets or parts. The inter-line numerical control transmission unit is a transmission crossbar, and clamps, lifts and feeds the numerical control mechanism, and is equipped with a special or universal type end picker to realize six aspects of clamping, lifting, advancing, descending, loosening and retreating. Cycling action to achieve the forward transfer of the part (see Figure 1).
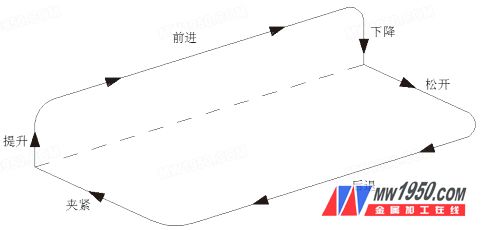
figure 1
When the part is being conveyed, the height before being clamped depends on the lift height in the mold structure, which is usually referred to as the feed height. The lifting device designed to be installed in the mold is the key to ensuring the feeding height.
The reciprocating stroke of the lifting device is achieved by a spring, a nitrogen cylinder or a cylinder. At the end of one stroke of the lifting device, the part is prone to instantaneous bounce due to inertia, and if the reciprocating stroke of the lifting device is completed by a spring, the lifting block is also prone to chattering, and the conveying bar is driven. The end picker often cannot grip the workpiece properly, causing the end pick-up sensor to misreport the mis-clamp signal, thereby affecting production efficiency. Especially with the gradual increase of SPM, this instantaneous bounce is more obvious, which seriously hinders the improvement of the beat of the multi-station automated production, and is also likely to lead to waste.
During the commissioning process, we found that a new elastic preloading device was added to the mold (as shown in Figure 2, the preloading bar was added) so that the preloading device was produced before the upper die was not in contact with the lower die. Preloading action, during the return stroke of the slider, the preloading device still has a preloading effect for a certain period of time after the upper and lower molds are disengaged, so that the workpiece is always preloaded from the upper mold during the ascending lifting device. The force of the device. In this way, the inertia of the moment is effectively solved, and the beating of the workpiece is generated, so that the end picker can smoothly pick up and clamp the workpiece from the mold, thereby avoiding mis-clamping and improving production efficiency.
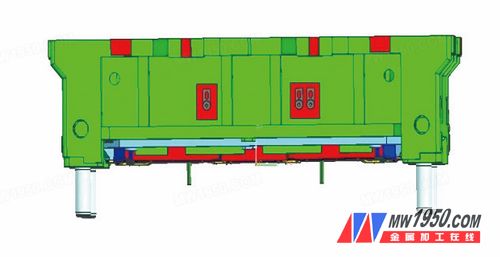
figure 2
Sometimes, simply adding a preloading device from the upper die does not completely eliminate the instantaneous bounce, but there is a significant improvement. At this time, it is necessary to consider increasing the top force of the lower die lifting device at the same time. Of course, in solving such problems, the specific structure, shape, size, and the like of the elastic preloading device need to be determined according to the actual conditions of the specific mold and the workpiece, and cannot be generalized. And the most important thing is that it can't bring other problems because of the increase of the elastic preloading device. These need to be verified one by one during the debugging process.
sodium tert-butoxide Chemical Information
Density 1,104 g/cm3
Boiling Point 180°C/1mmHg
Melting Point 180 °C
Molecular Formula C4H9NaO
Molecular Weight 96.103
Flash Point 12°C
Storage condition Flammables area
Water Solubility reacts
Sodium tert-butoxide Structure

Sodium Tert-butoxide Application
1. Used as an intermediate for organic synthesis and pharmaceutical intermediates
2. As a strong base, it is widely used in the condensation, rearrangement and ring opening reactions in organic synthesis such as chemical, pharmaceutical and pesticide.
Sodium Tert-butoxide CAS No.865-48-5
sodium tert-butoxide,sodium tert butoxide cas no,sodium tert butoxide synthesis,sodium tert-butoxide mechanism,sodium tert-butoxide pka,sodium tert-butoxide cas
ShanDong YingLang Chemical Co.,LTD , https://www.sdylhgtrade.com