This article focuses on deep hole drilling of shaft parts. During the drilling process, the bauxwood support sleeve is rationally utilized to increase the rigidity of the drill pipe, and the front guide is added at the front end of the cutter to improve the coaxiality of the inner hole and the outer circle, the surface roughness quality, and the processing quality, and the high-speed rotary hollow shaft is processed. The inner hole of a class is of great significance.
Deep hole machining has long been a difficult point in machining. In our company, the hollow boring shaft is the key part of the CNC boring machine. The tolerances such as the coaxiality, straightness and surface roughness of the inner and outer circles are relatively high, and the dimensional tolerances are also strict. Over the years, deep hole machining of hollow boring shafts has restricted production.
Take the boring axis of our company's floor-standing CNC boring machine (HFBC1636) as an example. The boring material is 38CrMoAlA, and the tempering is 265-285 HBW. The minimum hole length to diameter ratio of this part is about 92:1. It is difficult to guarantee the pattern requirement by the conventional deep hole drilling method. To this end, we have made the following improvements to the deep hole drilling process, as shown in Figure 1.
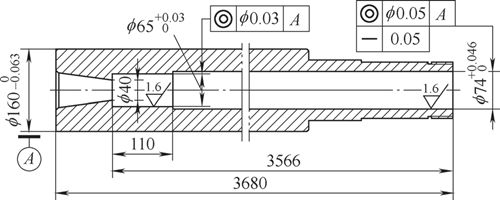
figure 1
According to the existing equipment of our company, we use TK2125A deep hole drilling machine when drilling. The tool adopts deep hole machining with suction drill bit and is processed by pushing.
The drilling process route is: car pilot hole → drill φ38mm through hole → car outer circle (eliminate the hole and outer circle different axis) → stress relief → straightening → external grinding → expansion, boring to  , depth to 3566mm → expansion, boring to φ74+0.
, depth to 3566mm → expansion, boring to φ74+0. 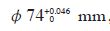 , depth to pattern size → subsequent steps.
, depth to pattern size → subsequent steps.
, depth to 3566mm → expansion, boring to φ74+0. , depth to pattern size → subsequent steps. In the past, when drilling, one end of the workpiece was clamped by the self-centering chuck of the machine tool, and the other end was pressed against the pressure plate, and the center frame was supported by the center frame.
When drilling, the workpiece rotates in the forward direction, and the drill pipe rotates in the opposite direction and performs axial feed. When drilling is started, it is guided by a guide hole, which is supported by a support bar of about 25-40 mm long, and a support sleeve at the right end of the workpiece supports the drill pipe. The cutting fluid enters the inner hole of the workpiece from the right end, and the chips are discharged into the inner hole of the drill pipe through the chip discharge port at the front end of the drill bit.
Due to the push-pull method during drilling, the drill bit and the drill pipe are subjected to axial pressure, but only the drill bit and the end of the drill pipe are supported, and there is no support in the middle of the drill pipe, resulting in insufficient rigidity of the drill pipe during the drilling process, which is easy to bend. When the hard point is encountered, the yaw and vibration are easily generated, resulting in poor coaxiality, straightness and roundness of the inner hole and the outer circle, and the surface roughness of the inner hole is also poor, which is easy to cause waste. Specifically as shown in Figure 2.
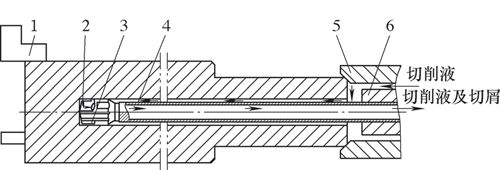
figure 2
In order to improve the quality of the hollow bore machining, we have made the following improvements to the drilling process:
(1) When drilling, install a support sleeve on the drill pipe, about 300mm, to effectively support the drill pipe. However, deep hole drilling must have enough cutting fluid to enter the bore of the workpiece, cool the tool, and carry the chips through the bore of the drill pipe (see Figure 3). To this end, we design the outer circumference of the support sleeve into a rectangular spline shape, which is made of bakelite, which can effectively support the drill pipe, increase the rigidity of the drill pipe, reduce the wear between the drill pipe and the support sleeve, and meet the smooth entry of the cutting fluid. The inner hole of the workpiece cools the tool and takes the chips away.
(2) According to the principle of counterbore drilling, the guiding part is added in front of the reaming drill bit to improve the coaxiality of the outer circumference of the inner hole.
(3) In order to improve the service life of the bakelite support sleeve, we soak the support sleeve in the cutting fluid in advance to reduce the wear of the bakelite sleeve.
Specifically shown in Figure 3.
image 3
After the above improvement, we can fully meet the requirements of the drawings when processing the hollow bore of the hollow boring machine with large floor boring machine, regardless of the shape tolerance, size and surface roughness.
EVA Foam Animal is made from Eco-friendly, closed cell, non-smell and non-toxic Eva Foam material.
It consists of many different animal shape in EVA foam, which help baby to learn animals with small and safe toys.. You don't have to worry about it to be wet, cause the material is closed cell and antibacterial. Besides, when the puzzle is wet, it can just put on the wall, and won't fell, bringing a lot fun for children and baby when in bathroom.
Eva Foam Animal,Foam Animal Toys,Foam Animal,Foam Bath Toys,Eva Foam Animal Toys,Colorful Eva Foam Letters
Huizhou Melors Plastic Products Factory , https://www.melorsfoam.com