Taking the typical instrument housing parts of the installation body as an example, the numerical control machining process is studied, and the determination principle, selection points and numerical control machining design method of the machining process route in the NC machining process are proposed to ensure the processing quality and improve the productivity.
The instrument housing parts are mostly the supporting skeleton of the whole instrument assembly, which has an important influence on the performance of the whole instrument. They all have complex shapes, internal cavities, tight dimensional tolerances and shape position tolerances, thin walls and uneven wall thickness, which are highly susceptible to deformation. With the development requirements of the factory and the emergence of new products and new materials, the requirements for the parts of the instrument housing are getting higher and higher. To improve the product quality and shorten the production cycle, it is necessary to use CNC equipment for comprehensive processing and to determine the optimization. CNC machining process plan. Taking the above-mentioned mounting body parts as an example, the problems encountered in the design of CNC machining process specifications are analyzed and discussed, and some staff who are engaged in the processing of instrument housing parts are provided with certain help to improve product quality and improve CNC machine tools. Productivity.
1 Part structure analysis
The upper mounting body material is LYl2CZ, which is a single-piece small batch production, and the blank is made of profiles to reduce its cost, improve production efficiency, and save development time. Structural analysis of parts mainly includes the following aspects:
(1) The distinction between the primary and secondary surfaces of the part and the guarantee of the main surface. On the bottom  The hole belongs to the 6-level precision and the roughness Ra0.8μm. It needs to be rough, semi-finished and finished to meet the requirements.
The hole belongs to the 6-level precision and the roughness Ra0.8μm. It needs to be rough, semi-finished and finished to meet the requirements.
(2) Analysis of important technical conditions. hole 
 The requirement of coaxiality φ0.02 is related to the assembly position, and its accuracy directly affects the installation of the component and the performance of the instrument.
The requirement of coaxiality φ0.02 is related to the assembly position, and its accuracy directly affects the installation of the component and the performance of the instrument.
(3) Marking of the surface position dimensions on the part drawing. The length dimension of the upper mounting body is based on the right end surface of φ73, so the length of the process is as consistent as possible in the preparation of the process specification.
(4) Analysis of the technical requirements of the parts. The technical requirements of parts mainly refer to dimensional accuracy, shape accuracy, positional accuracy, surface roughness and heat treatment. Figure 1 shows a three-dimensional shape of the upper mounting body part.

Figure 1 3D modeling
2 Process specification
The CNC machining process of the parts is usually: part drawing → analysis pattern to determine the processing process → writing process rules → determining NC processing steps → numerical calculation → writing program list → mechanical CAD → mechanical CAM → program verification → preparation control medium → first Trial test → adjustment procedure and machine tool → batch processing → finished product.
2.1 Formulation of the process route
The division process and the determination of the machining route are directly related to the use efficiency, machining accuracy, tool quantity and economy of the CNC machine tool. The process should be relatively concentrated, the process route is the shortest, and the machine pause time and auxiliary time are the least. In addition to the usual process requirements when arranging the routing, this example focuses on the following factors:
(1) Guarantee the quality of processing and divide the processing stage
When the workpiece is roughed, the cut metal layer is thicker, the cutting force and clamping force are relatively large, and the cutting temperature is relatively high, which will cause large deformation. According to the machining stage, the machining error caused by roughing can be corrected by semi-finishing and finishing to ensure the machining quality of the parts. At the same time, the rational use of equipment can not only improve productivity, but also extend the service life of precision equipment.
(2) Reasonable arrangement of heat treatment and surface treatment process
Heat treatment can improve the mechanical properties of the material, improve the processing properties of the metal and eliminate internal stress. The heat treatment process of the saddle bracket is arranged for high temperature aging and low temperature aging after roughing and milling to remove the margin, and the main purpose is to eliminate the internal stress generated after the material is processed.
In order to improve the corrosion resistance, wear resistance, high temperature resistance and electrical conductivity of the parts, surface treatment methods are generally used, and surface treatment is generally arranged at the end of the process. For surfaces with high precision requirements, the surface treatment will affect the dimensional accuracy. After the surface treatment, the finishing process is performed to ensure the dimensional accuracy and surface roughness. The surface treatment process of the upper mounting body is in the right  Before the finishing process.
Before the finishing process.
(3) Connection between CNC machining process and common process
Before and after the NC machining process, other common machining processes are usually interspersed. If the connection is not good, it is easy to cause conflicts. Therefore, while familiarizing with the entire processing technology, it is necessary to understand the technical requirements, processing purposes, and processing characteristics of the NC machining process and the common machining process, such as whether to leave the machining allowance and how much to keep; the accuracy requirements and shape of the positioning surface and the hole. Position tolerance; technical requirements for the calibration process; heat treatment status of the blank, etc., so that each process can meet the processing needs of each other, and the quality objectives and technical requirements are clear, and the acceptance is based on acceptance.
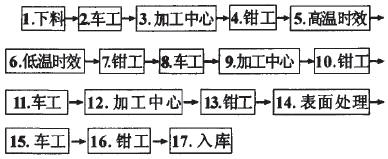
Based on the above principles, the craft route of the saddle bracket is as follows:
Next page
Electric Supplies,Electric Supplies For Sale,Electrical Supply Store,Wholesale Electric Supply
Taiyaun JDS Machinery And Equipment Co., Ltd. , https://www.ccagoods.com